


















螺母紧固件卡死失效分析
发布时间:2023-07-31 15:22 浏览次数:199摘要:
某公司螺母紧固件发生卡死断裂,对该螺母进行了宏观分析、硬度试验、扫描电镜(SEM)、螺纹间距测试、化学分析等。
结果表明:由于螺母安装不良丝牙错位,导致丝牙发生相互刮伤;丝牙表面形态易被破坏;最终部分丝牙表面金属刮伤掉落,丝牙变形,发生卡死失效。
螺母紧固件是被广泛使用的紧固件之一,它具有较强的通用性,互换性。然而,由于螺纹紧固件品种繁多,使用环境及产品要求相差甚远,所受载荷复杂,导致紧固件失效。所以实际选择过程中应当慎重。
收到某样品为螺母紧固件,螺母拧上去之后卡死,样品照片见图1所示。同时客户分别将国产螺母、进口螺母以及失效螺母委托我司对该样品进行对比分析。该材料牌号为45#钢。

新云顶yd11888官网实验方法及结果
宏观分析
微诊断™新云顶yd11888官网失效分析平台技术专家将失效螺母和螺栓纵截面剖开,表面抛光,肉眼可见螺栓与螺母已卡死,见图2所示。

采用体式显微镜对样品截面位置进行放大观察,检测结果见图3~图6所示。


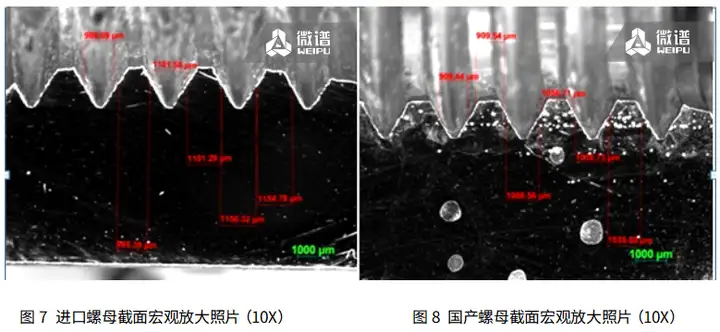
由图3~图6可知:螺栓和螺母丝牙表面均出现划伤,丝牙外形不完整,破坏较严重。部分金属划伤掉落,卡在螺栓丝牙部(如图5黄色虚线框所圈)。其中图7~图8为国产螺母、进口螺母间距测试示意图。
螺纹间距检测
随后,技术专家分别对失效螺母、国产螺母、进口螺母取样,并对样品进行螺纹间距检测,检测结果见表1所示。
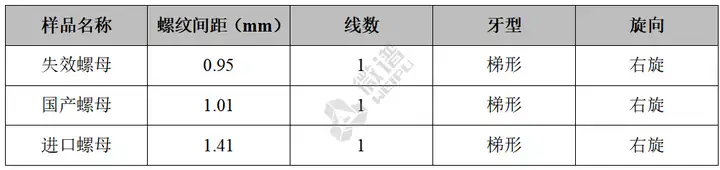
检测结果表明:失效螺母丝牙受到损伤,测量结果存在误差,失效螺母、国产螺母及进口螺母螺纹间距无明显差异,失效螺母螺纹间距较为其他两个螺母螺纹间距较窄。
失效螺母、国产螺母显微硬度检测
依据国标GB/T 4340.1-2009《金属维氏硬度试验第 1 部分:试验方法》,分别对失效螺母、国产新螺母、进口螺母取样,并对样品丝牙表面进行维氏硬度测试,检测结果见表2所示。
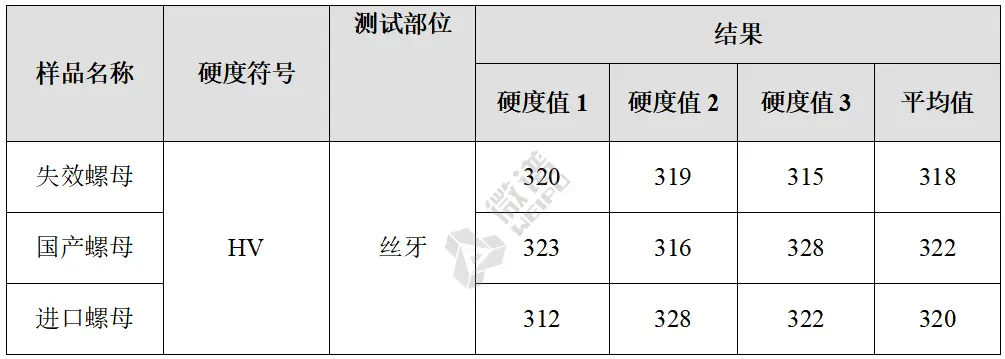
检测结果表明:失效螺母丝牙部位硬度平均值为318HV,国产螺母丝牙部位硬度平均值为322HV,进口螺母丝牙部位硬度平均值为320HV,失效螺母与其他两种新螺母丝牙部位硬度无明显差异。
扫描电镜(SEM)分析
采用扫描电镜对生锈卡死螺栓和螺母丝牙表面进行形貌观察和EDS成分分析,检测结果见图9~图12所示。

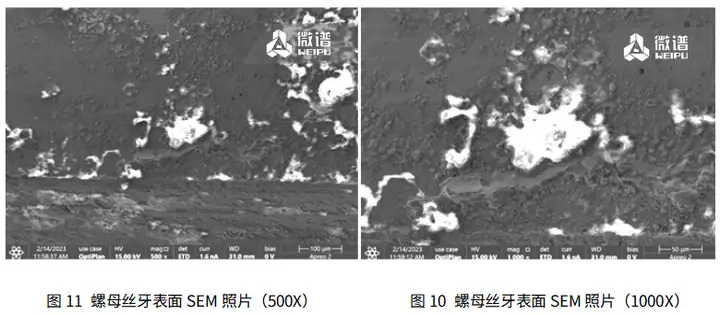
SEM检测结果表明:生锈卡死螺母丝牙表面均可见梨沟状擦伤痕迹和微裂纹、氧化生锈痕迹及显微孔洞。微裂纹主要由于丝牙表面金属刮伤、挤压形成。
化学成分分析
技术专家们采用直读光谱仪,按照检测标准GB/T4336-2016(含标准第一号修改单)分别对失效螺母、国产新螺母、进口螺母三者进行化学成分分析,检测结果见表3所示。
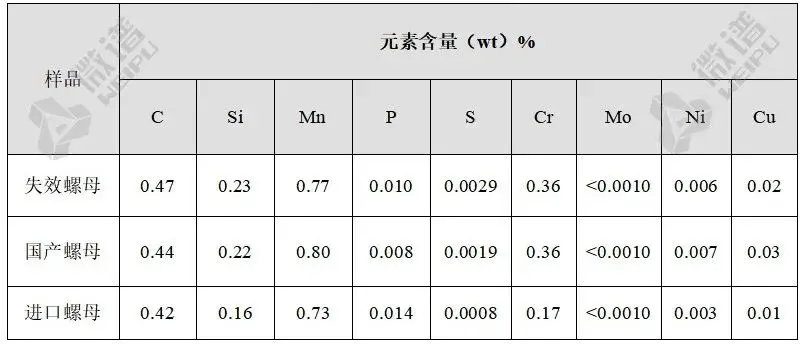
检测结果表明:失效螺母与国产螺母和进口螺母化学成分对比可知,进口螺母Cr元素、Ni元素、C元素含量低于国产螺母和失效螺母,其他元素含量基本相同。
分析与讨论
宏观观察结果发现失效螺栓和螺母丝牙表面均出现划伤,丝牙外形不完整,破坏较严重。部分金属划伤掉落,卡在螺栓丝牙部。经过SEM观察发现,失效螺母丝牙表面可见梨沟状擦伤痕迹、微裂纹及显微孔洞。
尺寸检测数据表明失效螺母丝牙间距较国产螺母和进口螺母较窄,与其他两个新螺母外观尺寸无明显差异。经过化学成分分析,失效螺母、国产螺母与进口螺母化学成分对比可知,进口螺母Cr元素、Ni元素、C元素含量低于国产螺母和失效螺母。其失效螺母与其他两种螺母丝牙部位硬度无明显差异。
结论综上分析,该失效螺母由于安装不良丝牙错位,导致丝牙发生相互刮伤,丝牙表面形态被破坏,最终部分丝牙表面金属刮伤掉落,丝牙变形,发生卡死失效。
新云顶yd11888官网已积累多年的失效分析技术经验,并通过微观成分分析、材料表征、性能测试、缺陷定位、可靠性验证等手段,建立了为材料、电子元器件及模组、PCB/PCBA、系统及总成等领域提供综合解决方案的微诊断™新云顶yd11888官网失效分析平台。同时建立了完善的谱图数据库,可为产品在研发生产、储存运输、终端使用过程中发生的失效提供专业性解决方案,如有相关需求,欢迎详询!
参考文献:
[1] GB/T 4336-2016碳素钢和中低合金钢 多元素含量的测定火花放电原子发射光谱法(常规法)
[2] GB/T 4340.1-2009《金属维氏硬度试验第 1 部分:试验方法》
[3] GB/T 3098.2-2015 紧固件机械性能螺母